在精密结构设计中,很多工程师对金属注射成型(MIM)既向往又担忧:向往它能像注塑一样实现复杂的几何特征,又担忧烧结后的尺寸收缩不可控
事实上,MIM技术已经非常成熟。作为深耕行业15年的伊比精密(YIBI),我们深入分析了过往项目中32个高频技术痛点。今天,我们将这些”前人踩过的坑”整理成文,助您的研发项目少走弯路。
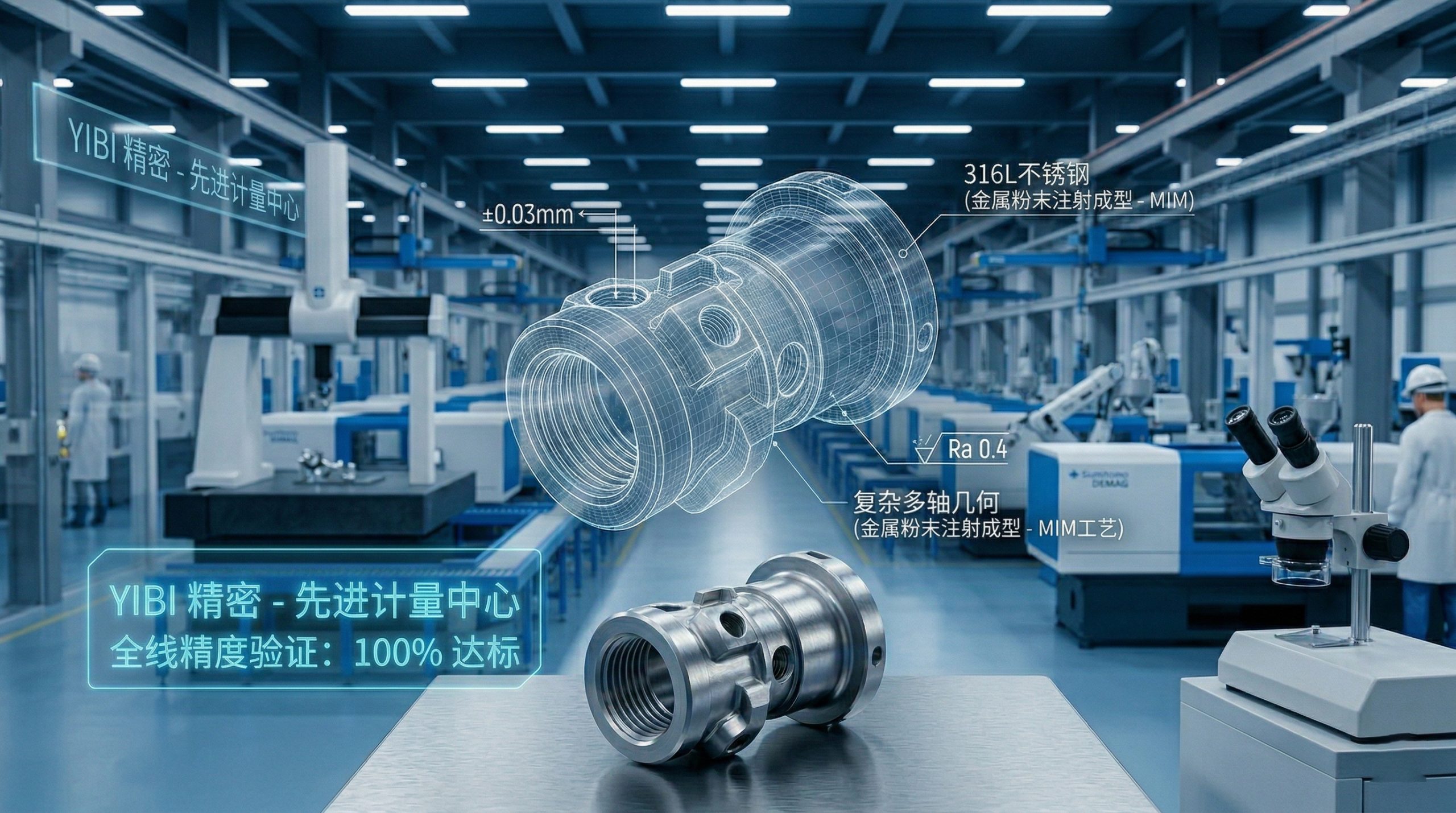
MIM工艺最显著的特征是”高倍数缩水”。从生坯到烧结成品,体积会缩小近20%。

1.440C材质攻牙后的硬度难点
很多研发反馈:440C不锈钢件在攻牙后再进行热处理,硬度达不到58HRC。
伊比诊断:这通常是因为在多次热处理过程中发生了”碳脱失”。我们的方案是在脱脂与烧结环节通过精确的气氛控制(控制碳势),确保材质在成品阶段依然保持原生性能。
2.表面处理:PVD为什么会不导电?
在3C电子件中,PVD镀膜很常见。但如果客户要求黑色且导电,普通的碳化铬工艺就会失效。避坑建议:黑色PVD默认是不导电的。若需导电,必须选用钼靶材或特殊氮化钛工艺,将电阻控制在5欧姆以下。
3.结构缺陷:如何消除气孔与沙眼?
与精密铸造不同,MIM理论上不应存在沙孔。如果表面出现麻点,通常是由于金属粉末粒度分布不均或脱脂不彻底。伊比采用0.5微米级的精细粉末,确保产品致密度达98%以上,抛光后可达镜面效果(Ra0.4以下)。
4.顶针印的情况
精密外观件最怕顶针印。通过优化模具结构,伊比能将顶针印的波动控制在0.1mm以内,配合后道的自动抛光工艺,实现外观面的近乎无痕。
Q:MIM工艺可以做多大的产品?
A:理论上MIM擅长小件,但伊比精密的工艺能力已突破常规,目前最大可稳定量产500克左右的精密零件。
Q:MIM件热处理后会变形吗?
A:会有微量变形。因此,在伊比的设计规约中,对于精密孔位或高平整度要求,我们会预留加工余量,在烧结后通过CNC或整形工艺二次修正。








